Biodrying of municipal solid waste under different ventilation periods
Article information
Abstract
Biodrying is a pre-treatment method that applies biological and mechanical concepts to drying solid waste. In Malaysia, municipal solid waste (MSW) is unseparated and contains a high level of moisture, making the use of technology such as solid waste burning unsuitable and harmful. MSW containing organic material can be processed naturally until the moisture content of the waste is reduced. This study on MSW biodrying was carried out on a laboratory scale to measure the percent moisture content reduction and to monitor temperature patterns under different ventilation periods. This work was conducted using five biodrying reactors volumes of 50 liters each. Reactors were ventilated for 5, 10, 15, 20 and 30 min every 3 h, with a 3 bar air supply. The duration of this process was 14 days for all samples. The results showed that the optimum ventilation time was 10 min, with an 81.84% reduction in moisture content, and that it required almost half of the electricity cost required for the 20 and 30 min ventilations.
1. Introduction
The condition of solid waste in Malaysia, which contains excessive moisture, is one of the major challenges in solid waste management. In developed countries, where Municipal Solid Waste (MSW) is source-separated and collected systematically, the amount of moisture is much lower than in developing countries such as Malaysia, where MSW is discarded and collected ‘as is’ [1–6]. As published by Ministry of Housing and Local government’s website based on 2008, the average MSW for high income areas was composed of approximately 48.32% food waste, followed by paper (23.56%), plastic and rubber (9.37%), metal (5.93%), wood (4.82%), glass and ceramics (4.03%) and textiles (3.97%). The high amount of moisture emanating from organic waste and food waste makes the landfill method of solid waste disposal an ineffective option because the excess moisture can contaminate the rivers and soils of surrounding areas. In addition, studies have shown that methane gas is emitted when organic waste is left to decay anaerobically in landfills [7, 8]. Moreover, wet conditions in solid waste complicate the segregation process of recycling and diminish the calorific value when solid waste is used as fuel source [9]. Thus, other treatments or techniques are needed to solve the moisture content issue of solid waste.
Dependence on landfills presents a variety of problems that make biological treatment of solid waste practical. Biodrying is a type of natural biological treatment of solid waste that removes moisture through the production of internal heat. Natural biological treatment is an effective treatment method and is environmentally friendly compared with the use of high-cost, cutting-edge treatment technologies. In addition, biodrying waste can be used as an energy source [10–13]. Biodrying of plants, which produces Refuse Derived Fuel (RDF) as the primary output by removing excessive moisture, facilitates and improves the potential for thermal recovery from solid waste [14]. RDF can be used by industry in place of coal, oil and natural gas [15–17]. The production of RDF has a low carbon dioxide (CO2) specific emission rate [18], thus minimizing the waste management contribution to climate change. The dryer waste produced by biodrying facilitates easy separation and recycling, and therefore significantly increases the amount of incompletely separated waste being recycled. Moreover, the final output from solid waste biodrying is largely odorless, and the change in mass related to moisture loss will reduce the weight to be transported. The benefits of biodrying is coherent with the Government’s efforts towards a cleaner future and more sustainable economy. The reduction of the moisture content in solid waste not only solve the problems of solid waste treatment technologies available in Malaysia, but also capable of controlling climate change by reducing greenhouse gas diffusion. Thus, studies on the biodrying method of solid waste to determine the enormous potential in solving the solid waste management issues in Malaysia was required especially for the sector of environmental assessment.
The biodrying system for solid waste is a relatively new technology, particularly in developing countries. Hence, little research has been reported or conducted in this area. However, research related to biodrying of solid waste has been studied widely in several countries, such as Italy [10, 12–14, 19, 20], Poland [21, 22] and China [11, 23–26]. A source article from the University of Arkansas defines biological drying, also known as biodrying, as the use of biological activity of microorganisms, bacteria and fungi to reduce the moisture content of wet solid waste. This system is an alternative for treating municipal solid waste, particularly waste that has a high moisture content [23]. In biodrying, the drying rates are augmented by biological heat in addition to forced aeration. This system is a continuous-flow aerobic process applied to MSW, which means that no sieving occurs before the biological step [27]. Previous studies have demonstrated that the primary aim of a biodrying system is the reduction of MSW water content [10, 19, 20], which increases the calorific value of waste by approximately 30 to 40% [28]. According to Velis et al. [29], the biodrying process reduced waste moisture content from 55% to 20-10% wet weight. The reduction in moisture content is influenced by parameters such as air flow rate, ventilation, type of samples, quantity of organic material in the initial waste that will be treated and the physical characteristics of the biodrying reactor [10, 23, 30, 31]. The resulting energy from microbiology activities during biodrying is used to evaporate the water from waste materials. The evaporation process can release up to 82% of the water content over 16 days in a greenhouse [32]. Zhang et al. [23], who studied combined hydrolytic-aerobic biodrying processes, demonstrated a final water content 50.5%, reduced from the initial 72%.
Previous studies have focused on the influence of temperature [19, 22] and air flow rate [10, 30, 31], but little information is available on the effect of ventilation periods on the biodrying process of MSW. Ventilation period is defined as time used during the intentional movement of air from the air compressor to the reactors. This parameter is vary with air flow rate because it is more concentrated solely to the time compare to air flow rate which is based on calculation of amount of air per unit time. The ventilation periods play an important role in optimizing the biodrying process because the optimum ventilation periods can reduce more moisture content, generate faster biodrying and more cost-effective electricity consumption. This is coherent with the Government’s aspiration under the 9th Malaysia Plan to establish a solid waste management system which is holistic, integrated, cost effective, sustainable and acceptable to the community based on the waste management hierarchy that gives the priority to waste reduction, intermediate treatment and final disposal [33]. In addition, Solid Waste and Public Cleansing Management (Act 672) and Solid Waste and Public Cleansing Management Corporation (Act 673) have been enacted to achieve effective solid waste management in Malaysia [34]. Even though there is no specific legislation on biological mechanical treatment for solid waste management in Malaysia, yet in 2009, Malaysia has recognised the green technology as one of the key drivers of national economic growth [35]. Moreover, the National Renewable Energy Policy and Action Plan (2009) has been legislated the implementation of the feed in tariff (FiT) for renewable energies that provide the priorities to electricity generated from indigenous renewable energy resources to be purchased by power utilities at a fixed premium price and for a specific duration [36]. Therefore, this paper discusses the influence of ventilation periods on biodrying in a laboratory scale process to observe the reduction of moisture content percentage and temperature patterns for biodrying MSW also the cost of electricity consumption associated with ventilation periods.
2. Materials and Methods
2.1. Biodrying Reactor Design
The biodrying reactor (Fig. 1) was located within the Faculty of Engineering and Built Environment at Universiti Kebangsaan Malaysia (UKM). To prevent heat loss during the process of biodrying, the reactor was made of high-density polyethylene (HDPE) for the outer wall and polyurethane (PU) for the inner wall. The reactor capacity was 50 L, with an external dimension of 600 mm length × 400 mm width × 360 mm height and an internal dimension of 540 mm length × 345 mm width × 275 mm height. The reactor was equipped with a 2 horse power air compressor (Brand: Swan, Model: SVP-202) for ventilation. The air compressor was connected to a digital mechanical timer and valve to control the air interval time of ventilation in the system. An air flow regulator was connected to the reactor to control the air pressure entering the biodrying system. A tubing system was used to connect each component of the biodrying reactor, using 12 mm diameter tubing for external connections and 8 mm diameter tubing for internal connections. The waste sample in the biodrying system was covered by a non-woven, thermally resistant, polypropylene geotextile, which had a specially designed surface treatment that allowed water to flow easily off of the outer surface. At the same time, moisture inside the reactor could evaporate easily through the porous structure of the geotextile cover. The reactor was equipped with a temperature sensor connected to a data logger, which allowed for the collection and monitoring of temperature data inside the biodrying system.

Schematic of the lab scale biodrying reactor.
2.2. Waste Sample Preparation
Synthetic municipal solid waste (SMSW) was prepared to simulate the average composition, by weight, of MSW generated in Malaysia, based on information from the National Solid Waste Management Department (2005). Table 1 shows the composition of SMSW prepared for this study. The preparation of SMSW involved weighing required amounts of waste components, and then mixing all of the waste components together by hand until the moisture appeared evenly distributed.

Composition of SMSW
2.3. Experimental Setup
In this study, a three replication of SMSW samples, weighing approximately 12 kg each, were processed at five different air interval times controlled by mechanical timer. The way of ventilation used the principle of extract-only ventilation system which required simple mechanical ventilation system extracts the air from the ventilated space with ducts and fans. The design of ventilation inside the reactor used the tubing system of uniform tube to ensure a balanced air flow. The air flow rate was fixed at 0.005 m3 per kg of dry waste per hour throughout the entire process. Air was injected into the reactors from air compressor in compliance with schedule ventilation periods for each reactor. The ventilation periods were as follows: 5 min ventilation and 3 h with no ventilation (Reactor A), 10 min ventilation and 3 h with no ventilation (Reactor B), 15 min ventilation and 3 h with no ventilation (Reactor C), 20 min ventilation and 3 h with no ventilation (Reactor D) and 30 min ventilation and 3 h with no ventilation (Reactor E) continuously for 14 days. Table 2 presents the management of ventilation periods during biodrying process. Wood shavings were used as a bulking agent to provide structural support and maintain air spaces within the waste matrix. The waste was carefully turned manually every 2 days to avoid the formation of a moisture gradient. The moisture content sampling was performed during turning activity to avoid the interruption of microbiological process during biodrying. At all times after turning activity, approximately 100 grams of waste was collected at three different levels and transferred to the UKM laboratory for proximate analysis of moisture content. This avoided the interruption of microbiological processes during biodrying. Estimation of the waste moisture content (wet basis) followed the American Society for Testing and Materials (ASTM) E 989-88. Measurement of moisture content was conducted in triplicate for each sample. The data of moisture content was recorded on alternate days from day 1 and followed on days 3, 5, 7, 9, and 11, with the final measurement on day 14. The biodrying process was conducted over a period of 14 days following the typical duration for biodying process [20]. Temperature was monitored daily by a thermometer with sensor probes located in the middle of the waste core.

Management of Ventilation Periods
3. Results and Discussion
3.1. Moisture Content and Mass Loss
The moisture content reduction at five different ventilation times for the reactors A, B, C, D and E was presented in Fig. 2. The results of mean values and standard deviations for moisture content reduction in each reactors were 67 ± 0.24% to 33.91 ± 2.24%, 65.57 ± 2.67% to 11.91 ± 1.48%, 67.96 ± 0.44% to 20.57 ± 2.59%, 62.31 ± 4.64% to 15.44 ± 2.95% and 64.56 ± 1.17% to 13.23 ± 2%, respectively. Based on the results presented in Fig. 3, reactor B recorded the highest moisture reduction of 81.84%, followed by reactors E (79.51%), D (75.22%), C (69.73%) and A (49.39%).

Moisture content reduction.

Percentage of moisture content reduction.
The ventilation scheme with 10 min aeration and 3 h without aeration for 14 days produced the most optimal results for the biodrying process. This was followed by ventilation times of 30 min, 20 min and 15 min, whereas ventilation for 5 min showed the lowest percentage reduction in moisture content. Based on this study, longer ventilation does not produce the optimum drying of waste. This result may be influenced by microorganisms, which are very important to the process of biodrying and are affected by factors such as nutrients, pH, light, humidity and temperature [37]. Microorganisms in the waste samples need to be controlled so that the process of biodrying can occur quickly and effectively. Prolonged ventilation times may create imbalances in or disruptions to microorganism activity, and very short ventilation times may prevent the adequate removal of heat from the reactor. These results show that the evaporation process is affected by heat convection, and the exothermic process of aerobic degradation of waste requires the coordination of ventilation flow to remove heat from the reactor effectively.
Shorter ventilation time created wet conditions in the sample for an extensive period, consequently producing many maggots. Reactor A contained waste samples that were still wet on day 10, whereas reactors B, D and E had samples that appeared dry on day 9. This occurred because of insufficient ventilation in reactor A; heat generated during the activity of microorganisms could not be released from the reactor and remained trapped under the reactor’s cover. This situation triggered high humidity inside the reactor and thus deterred the drying process. The prolonged drying process lengthened the time that microorganisms were alive and active because such reactions require water at certain levels as a medium. Hence, the activity of enzymes or microorganisms can be slowed or stopped by the drying process. Therefore, optimum ventilation time is required to ensure that the drying process works efficiently.
The percentage of mass lost in each reactor is presented in Fig. 4. These results show a decrease in waste weight of more than 50%. In contrast, Rada et al. [20] reported weight loss of just over 25% after approximately two weeks and of almost 30% after one month. Based on Zhang et al. [23], the weight loss after hydrolytic and aerobic biodrying was over 70%. In this study, reactor B demonstrated the greatest mass reduction, followed by reactors E, D, C and A. These results are similar to the reduction of moisture content above because mass loss results from a reduction in water content during biodrying and from the partial degradation of organic matter [32]. Weight reduction of waste through biodrying is beneficial because reducing the transportation load can also reduce the transportation costs.

Percentage of mass loss reduction.
3.2. Influence of Temperature
Temperature control is very important in determining the effectiveness of biodrying. In this study, the typical temperature trend of the biodrying process was observed [19], i.e., the temperature increased during the first week and then decreased to external ambient temperature [13]. The appropriate management of operating parameters such as air flow rate and temperature could achieve solid waste drying in very short periods of approximately 8 to 9 days [10]. In a previous work, Adani et al. [19] indicated that managing the temperature and air flow rate was possible during the biological process to achieve both biodrying and biostabilization of the waste. However, temperature is difficult to control because it depends on the microorganism’s activity in the biodrying reactor. Mesophilic temperatures, between 35°C and 40°C, or moderately thermophilic temperatures of 40°C to 45°C are more applicable for biodrying than are thermophilic temperatures of 55°C to 70°C [38]. Specifically, it was reported that high temperature and low air flow could slow down the drying process.
In this study, temperature was monitored every day for 14 days to observe the microbial activity that occurred during biodrying. As depicted in Fig. 5, the increase in temperature occurred between day 1 and day 3 for reactors A and B, indicating that a very vigorous biodegradation process by microorganisms occurred during that time. The thermophilic phase (above 55°C) was not achieved during the initial days because the water content was still excessively high. The highest temperatures for reactors A and B were, respectively, 45.6°C and 40.5°C on day 3. On day 4, the temperature dropped steadily to 34.1°C and 33.0°C, respectively. The temperatures were still mesophilic until day 8, and they then fell gradually to between 27.5°C and 23.1°C, indicating that the activity of microorganisms was limited or had ceased. The temperature trends in reactors A and B showed that a short ventilation time does not generate a high temperature. However, a ventilation time that is too short, such as 5 min, caused the sample to be very damp, which prevented the temperature from increasing to a high level. Reactor B showed the typical temperature trend for biodrying, where the sample conditions become drier after going through a moderately thermophilic phase.
Temperature trends during biodrying.
Reactors C, D and E showed different temperature trends compared with reactors A and B. There was a significant increase in temperature between day 1 and day 7. The same pattern was observed in reactors D and E, which exhibited extensive, dramatic growth for 7 days. This result indicates that the biodegradation process takes a relatively long time, which may affect the calorific value and the degree of stability of the final product, particularly the RDF [19]. The prolonged biological process for these three reactors led to a large degradation of the organic fraction contained in the waste [13]. This showed that long ventilation times created an intensive biodegradation process, which can be advantageous for releasing heat from the sample. After day 7, the temperature dropped slightly for reactors C and D until days 9 and 10, respectively. Reactor E showed a slight decrease from day 7 until day 14. The temperature in reactor C showed a steady decrease after day 9 compared with reactors D and E, in which a steady decrease started later, on day 12. Reactors D and E also recorded a thermophilic temperature of 55.8°C and 58.8°C, respectively, on day 7. The proper growth of microorganisms for a biodrying process requires a temperature range between 40°C and 70°C and thus requires a proper aeration system in the biodrying design to control the temperature inside the reactor [27].
3.3. Electricity Consumption
One of the most important factors in choosing a drying method is cost. Biodrying can benefit many parties, particularly the government, by reducing the costs of operation and maintenance. The biodrying process utilizes internal energy to dry the waste, unlike conventional drying processes, which require expensive equipment and are costly to operate. Although conventional drying has the advantage of drying waste more rapidly, from an economic and environmental perspective, biodrying is a more suitable method.
Electricity consumption during biodrying was calculated to determine the cost of electricity for every ventilation scenario. Equation 1 was used to calculate the cost of electricity for each ventilation period according to the Tenaga Nasional Berhad (TNB) billing calculation, using the latest cost of electricity for Low Voltage Industrial (Tariff D) in Malaysia, of 0.38 Malaysian Ringgit (MYR)/kWh. Table 3 shows the estimated cost of electricity consumption for each biodrying reactor, where air compressor horse power (HP) equals 2.
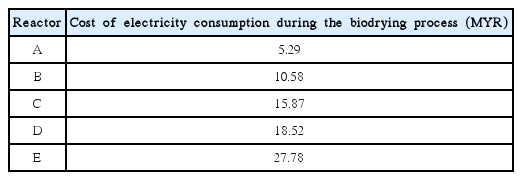
Estimated Electricity Consumption
Table 3 shown that reactor A had the most economical use of electricity, followed by reactors B, C, D and E. However, from the perspective of optimal drying efficiency and electricity cost savings, reactor B has the most effective ventilation parameters. Although the moisture content reduction was similar for reactors B, D, and E, the difference in cost between reactor B and reactors D and E was approximately double.
4. Conclusions
In conclusion, ventilation period is one of the important factors contributing to the effectiveness and enhancement of the biodrying process. An optimal ventilation periods could not only make the biodrying process more operative and rapid but could also save on operating costs thus to reduce energy. On the other hand, ventilation period is an important consideration for controlling heat and humidity during the process. Hence, in this study, high reduction in moisture content of solid waste was achieved at 81.84% reduction with 10 min of ventilation every 3 h during the biodrying process. In addition, reduction in the use of mechanical supports in biodrying system can contribute towards more green technologies, sustainable and cost-effective. However, research on biodrying for municipal solid waste in Malaysia is a relatively new technology, in fact, this technology has not yet been applied in solid waste management system. This method has the potential to be highlighted because of its advantages in terms of environmental protection particularly for leachate problems, the production of fuel derivatives as well as to create an integrated solid waste management system. Though, to construct the biodrying facility, the data quantity and characteristics of municipal solid waste should be identified comprehensively and also large floor space requirement. Other parameters in biodrying process need to be studied further with the characteristics of municipal solid waste in Malaysia, particularly how solid waste content influences calorific value during biodrying, so that solid waste can be converted to renewable energy and the effects of volatile solids to comprehend the degradation during the process.
Acknowledgments
This research was financially supported under Grant UKM-PTS-098-2010 by Universiti Kebangsaan Malaysia.